Gięcie to proces produkcji, w którym metal może być zniekształcony przez plastyczne odkształcenie materiału. Materiał podczas gięcia przekracza swoją granicę plastyczności, natomiast granica wytrzymałości na rozciąganie nie zostaje przekroczona. Gięcie ogólnie rzecz biorąc odnosi się do deformacji tylko w jednej osi.
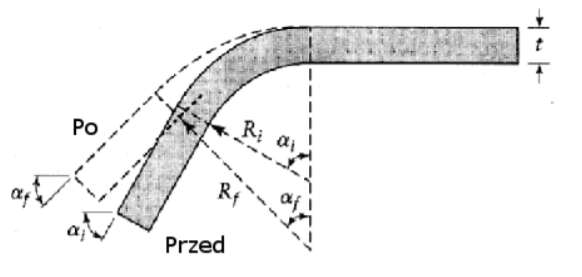
Ponieważ każdy materiał ma skończony moduł sprężystości, odkształcenie plastyczne jest określane przez elastyczność, którą odzyskuje po usunięciu obciążenia. Dzięki temu, iż po usunięciu obciążenia, naprężenia w materiale są redukowane, wymagany kąt gięcia możemy uzyskać podczas dwóch uderzeń nie niszcząc przy tym materiału obrabianego. Jak pokazano na rysunku poniżej – końcowy kąt pochylenia po sprężynowaniu jest mniejszy niż przed nim. Natomiast promień gięcia po sprężynowaniu jest większy.
Gięcie metalu na prasach krawędziowych to gięcie w powietrzu. Polega ono na tym, że stempel dotyka blachy, którą chcemy giąć, natomiast metal gięty nie dotyka dna matrycy, na której się podpiera. Gdy stempel podnosi się, blacha próbuje powrócić do pierwotnych kształtów, jej kąt zgięcia zmniejsza się. Po zakończeniu gięcia uzyskany kąt jest mniejszy niż na stemplu, chociaż w pozycji dolnej kąt mógł być taki sam. Zjawisko to nazywa się sprężynowaniem. Wielkość odgięcia powrotnego (sprężynowania) jest zależna od materiału, grubości, ziarna i temperatury blachy. Odgięcia takie zazwyczaj wahają się od 5 do 10 stopni. Na naszych prasach krawędziowych mamy możliwość korekty kąta gięcia dla danej serii blachy jak i pojedynczych elementów. W celu zminimalizowania czasu rozruchu w stemplach i w matrycach jest zazwyczaj stosowany ten sam kąt. Wewnętrzny promień łuku jest zależny od zastosowanych narzędzi jak i rodzaju oraz grubości blachy.
Dużą zaletą gięcia w powietrzu jest fakt, że nie ma potrzeby zmiany narzędzi w celu uzyskania różnych kątów gięcia. W tym przypadku kąty gięcia są określone przez skok stempla. Siły potrzebne do utworzenia części są stosunkowo niewielkie, ale dokładna kontrola skoku stempla jest konieczna, aby uzyskać żądany kąt. Dlatego w naszych prasach krawędziowych zastosowane są najwyższej jakości liniały optyczne firmy Heidenhain. Dzięki nim możemy precyzyjnie zmierzyć skok belki gnącej.
Od czego zależy siła gięcia? Od czego zależy grubość blachy, którą możemy wygiąć przy danej sile? Jaką prasę krawędziową wybrać?
Już w krótce...